Modulus Metal dispose d’une base de fournisseurs de moulage de précision certifié ISO / IATF et nos fournisseurs partenaires sont expérimentés dans la fabrication de machines automobiles, aérospatiales, agricoles, biomédicales et industrielles depuis de nombreuses années.
Capacités de production : 1g à 50 kg /pièce
Quantité : Moyens à grands volumes de production
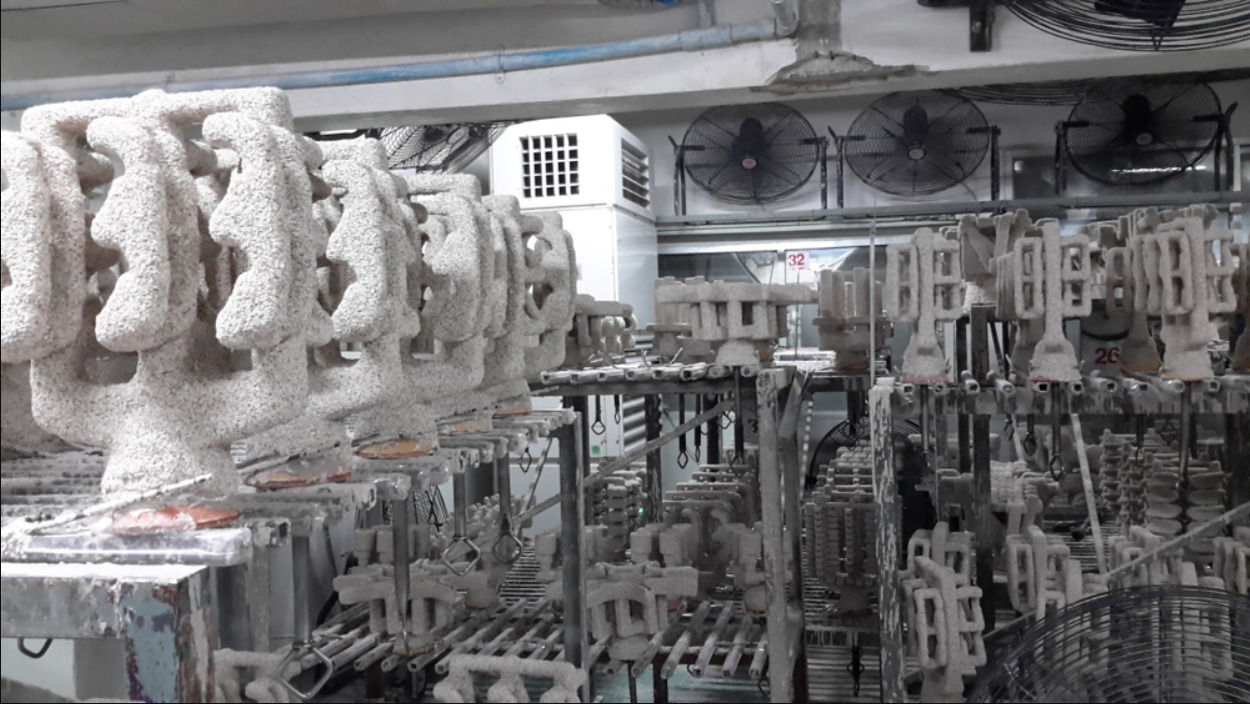
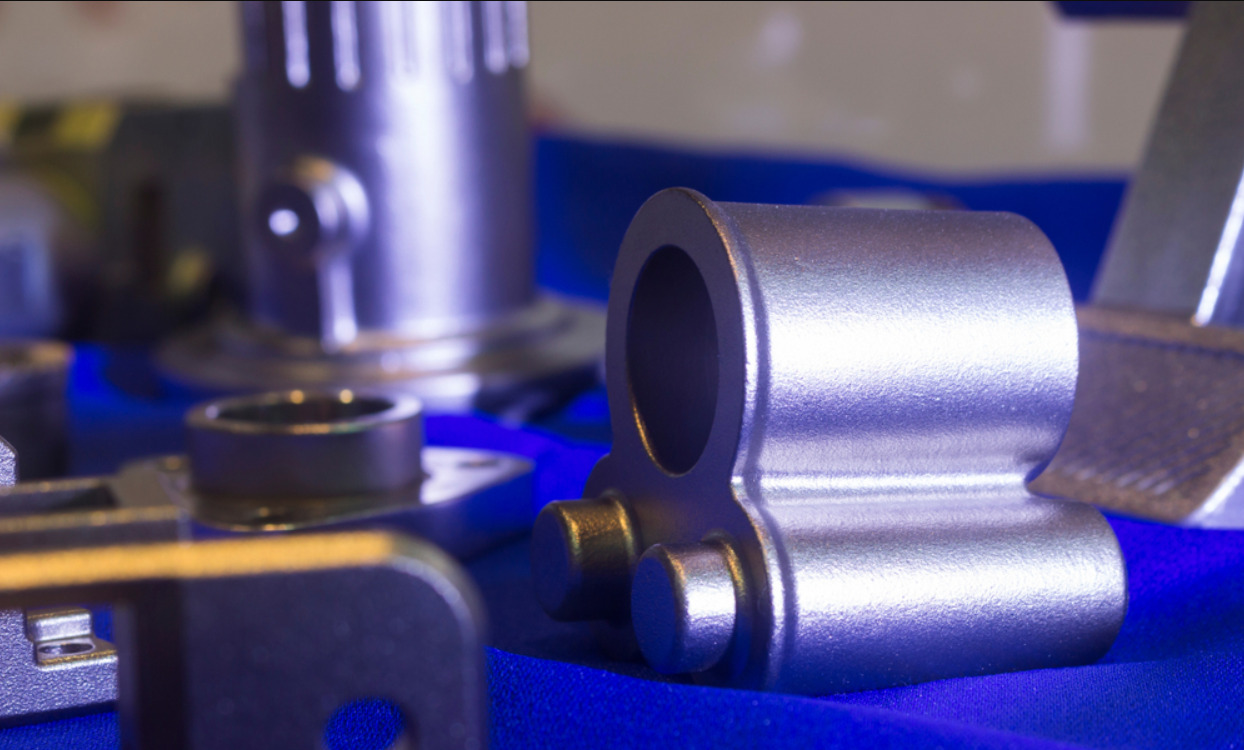
La méthode Les modèles de cire sont créés dans en moulage à la cire perdue puis construits sur un arbre avec des systèmes d’alimentation et de gating. Le modèle de cire est plongé dans une suspension réfractaire, puis recouvert de stuc réfractaire et laissé sécher pendant plusieurs heures. C’est la couche initiale. La méthode est répétée plusieurs fois, généralement jusqu’à l’obtention de 8 couches de réfractaire. La coque de revêtement en céramique est illustrée ici. La cire est ensuite fondue et la coque en céramique est cuite avant que le métal en fusion n’y soit coulé. Lorsque des portions fines et complexes sont impliquées, la pression d’air, le vide ou la pression centrifuge peuvent être utilisés pour assurer le remplissage complet du moule. Pour retirer les moulages, le moule est cassé. La plupart des métaux avec des températures de fusion inférieures à 2500°K (2227°C) peuvent être traités en utilisant cette méthode. Parce que le motif en cire est fondu, les structures avec des courbes, des contre-dépouilles, des bossages, des évidements, etc. peuvent être assez compliquées. Le processus de la cire perdue en est un autre nom.
Caractéristiques du procédé : Procédé de mise en forme primaire , Discret
Caractéristiques du procédé : Procédé de mise en forme primaire , Discret
Informations techniques
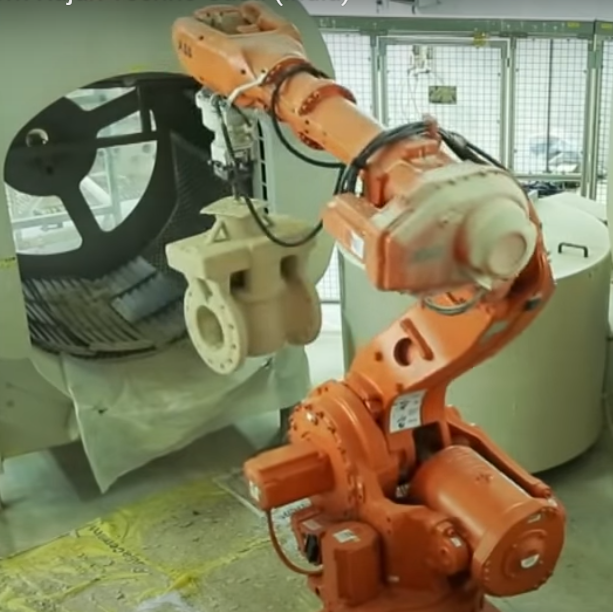
Temps de cycle limité par le transfert de chaleur hors coulée. L’utilisation de plusieurs moules a permis d’augmenter la cadence de production. La méthode fournit une réplication très détaillée.
Utilisations typiques
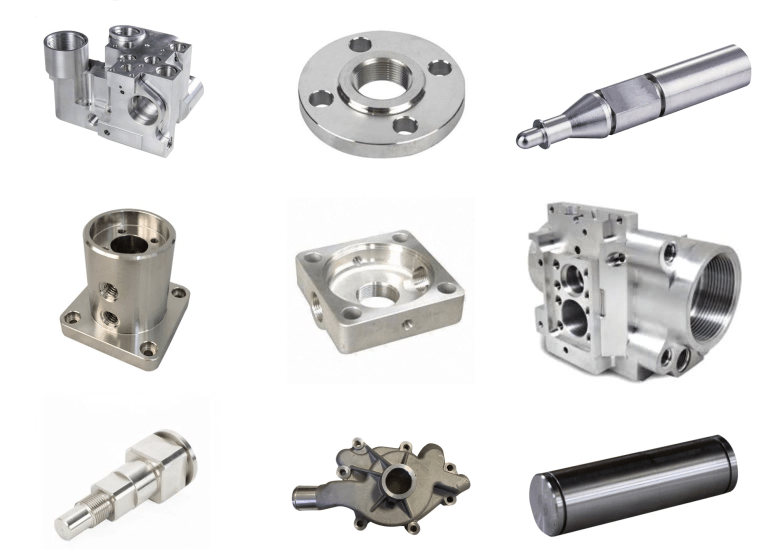
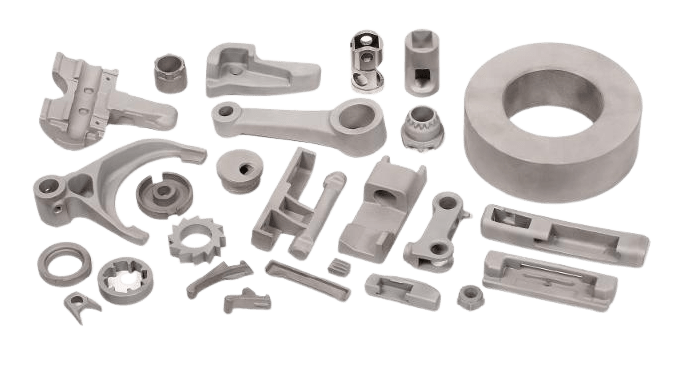
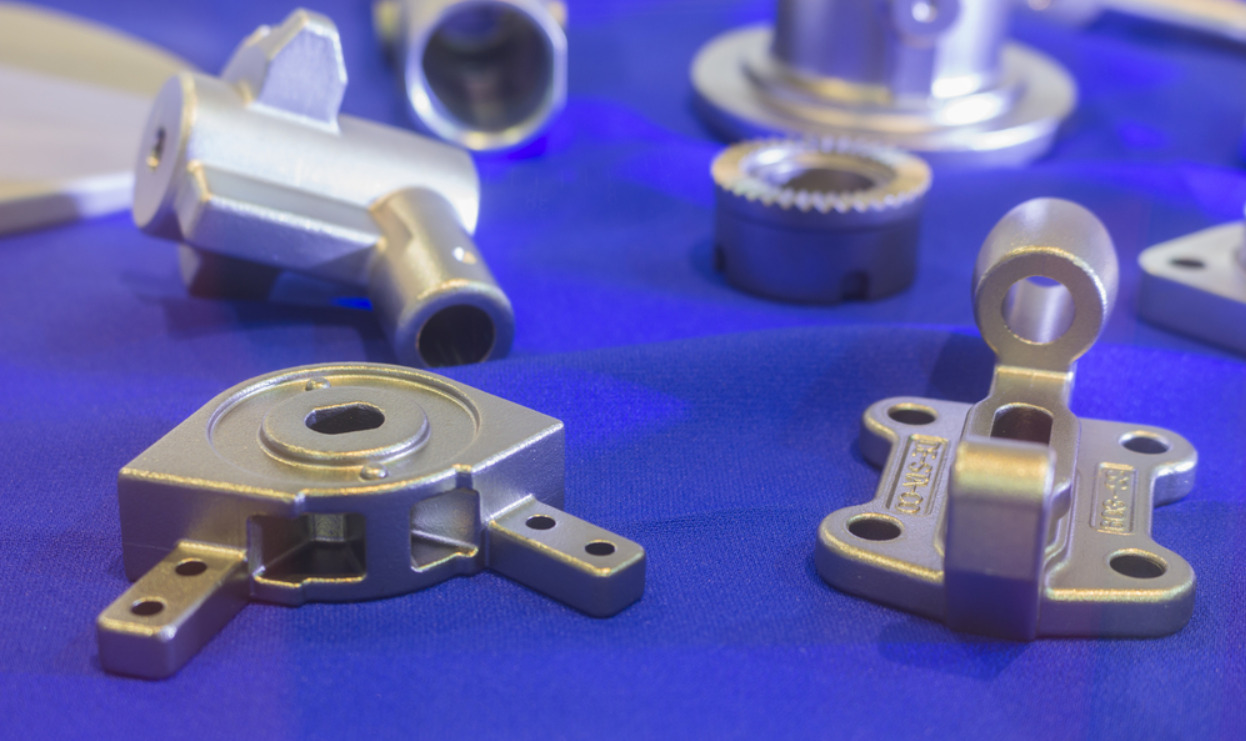
Les petites pièces automobiles et industrielles complexes, les bijoux, les implants dentaires, la statuaire, la sculpture sur métal et les objets décoratifs sont des applications courantes.
Modulus Metal verfügt über eine ISO / IATF-zertifizierte Lieferantenbasis für Feinguss und unsere Partnerlieferanten verfügen über langjährige Erfahrung in der Herstellung von Automobil-, Luft- und Raumfahrt-, landwirtschaftlichen, biomedizinischen und industriellen Maschinen.
Produktionskapazität: 1 g bis 50 kg / Stück
Menge: Mittlere bis große Produktionsmengen
Die Methode Wachsmodelle werden im FEINGUSS hergestellt und dann auf einem Baum mit Fütterungs- und Gattersystemen aufgebaut. Das Wachsmodell wird in feuerfeste Aufschlämmung getaucht, dann mit feuerfestem Stuck bedeckt und viele Stunden trocknen gelassen. Dies ist die Erstbeschichtung. Das Verfahren wird mehrmals durchgeführt, normalerweise bis 8 Schichten aus feuerfestem Material erhalten werden. Hier ist die keramische Einbettmasse abgebildet. Das Wachs wird dann ausgeschmolzen und die Keramikschale gebacken, bevor das geschmolzene Metall hineingegossen wird. Wenn es sich um komplizierte, dünne Teile handelt, können Luftdruck, Vakuum oder Zentrifugaldruck verwendet werden, um ein vollständiges Füllen der Form sicherzustellen. Um die Gussteile zu entfernen, wird die Form aufgebrochen. Die meisten Metalle mit Schmelztemperaturen unter 2500 K (2227 °C) können mit diesem Verfahren verarbeitet werden. Da das Wachsmuster ausgeschmolzen wird, können Strukturen mit Rundungen, Hinterschneidungen, Vorsprüngen, Vertiefungen usw. ziemlich kompliziert sein. Das Wachsausschmelzverfahren ist ein anderer Name dafür.
Verfahrensmerkmale : Urformverfahren , Diskret
Designrichtlinien Komplexe Formen mit Rundungen, Hinterschnitten, Vorsprüngen, Aussparungen usw. Ideal für kompakte dreidimensionale Formen.
Technische Information
Durch Wärmeübertragung aus dem Gussteil begrenzte Zykluszeit. Die Verwendung mehrerer Formen steigerte die Produktionsrate. Das Verfahren bietet eine große Detailreplikation.
Typische Verwendungen
Kleine komplexe Automobil- und Industrieteile, Schmuck, Zahnimplantate, Statuen, Metallskulpturen und dekorative Objekte sind gängige Anwendungen.
DIN 406-10 Technische Zeichnungen; Maßeintragungen; Begriffe, allge-meine Grundlagen
DIN 406-11 Technische Zeichnungen; Maßeintragungen; Grundlagen der Anwendung
DIN 406-11 Beiblatt 1 – Technische Zeichnungen – Maßeintragungen – Teil11: Grundlagen und Anwendung; Ausgang der Bearbei-tung an Rohteilen
DIN 406-12 Technische Zeichnungen; Maßeintragungen; Eintragung von Toleranzen für Längen- und Winkelmaße
DIN 1451 Teil 1–4 Schriften – Serifenlose Linear-Antiqua
DIN ISO 5459 Technische Zeichnungen; Form- und Lagetolerierung; Bezüge und Bezugssysteme für geometrische Toleranzen
DIN EN ISO 1101 Geometrische Produktspezifikation (GPS) – Geometrische Tolerierung – Tolerierung von Form, Richtung, Ort und Lauf
DIN EN ISO 1302 Geometrische Produktspezifikation (GPS) – Angabe der Ober-flächenbeschaffenheit in der technischen Produktdokumen-tation
DIN EN ISO 1302 Berichtigung 1 – Geometrische Produktspezifikation (GPS) – Angabe der Oberflächenbeschaffenheit in der technischen Produktdokumentation; Berichtigung zu DIN EN ISO 1302 (2002-06)
DIN EN ISO 5459 Norm-Entwurf – Geometrische Produktspezifikation (GPS) – Geometrische Tolerierung – Bezüge und Bezugssysteme
DIN EN ISO 8062-2Geometrische Produktspezifikation (GPS) – Maß-, Form- und Lagetoleranzen für Formteile – Teil 2: Regeln
DIN EN ISO 8062-3Geometrische Produktspezifikation (GPS) – Maß-, Form- und Lagetoleranzen für Formteile – Teil 3: Allgemeine Maß-, Form- und Lagetoleranzen und Bearbeitungszugaben für Gussstücke
DIN ISO 19959 Visuelle Überprüfung der Oberflächenbeschaffenheit von Feingussstücken – Stahl, Nickellegierungen und Cobaltlegie-rungen
BDG-Richtlinie P 510Maßliche Erstbemusterung auf der Basis von 3D-CAD-Daten
VDG-Merkblatt P 701Kennzeichnung von Gussteilen
ASTM
ASTM
A
A957
STANDARD SPECIFICATION FOR INVESTMENT CASTINGS, STEEL AND ALLOY, COMMON REQUIREMENTS, FOR GENERAL INDUSTRIAL USE
ASTM
B
B403
STANDARD SPECIFICATION FOR MAGNESIUM-ALLOY INVESTMENT CASTINGS
ASTM
B
B618
STANDARD SPECIFICATION FOR ALUMINUM-ALLOY INVESTMENT CASTINGS
Controlliamo le parti in base alle tue liste di controllo prima della spedizione.
-Verifiche dimensionali
-Controlli visivi
-Controlli di confezionamento
-Verifica delle caratteristiche critiche del prodotto
-e altro ancora…
Offriamo un servizio di controllo qualità per parti/prodotti fabbricati da voi ed esportati in Turchia per l’assemblaggio o l’uso diretto, nonché prodotti forniti dalla Turchia in tutto il mondo.
We controleren de onderdelen aan de hand van uw checklists voor verzending.
-Dimensionale controles
-Visuele bediening
-Verpakking controles
-Verificatie van kritische producteigenschappen
-en veel meer…
Wij bieden kwaliteitscontroleservice voor onderdelen/producten die door u zijn vervaardigd en naar Turkije worden geëxporteerd voor montage of direct gebruik, evenals producten die vanuit Turkije naar de hele wereld worden verzonden.
Wir prüfen die Teile vor dem Versand anhand Ihrer Checklisten.
-Maßprüfungen
-Visuelle Kontrollen
-Verpackungskontrollen
-Verifizierung kritischer Produkteigenschaften
-und vieles mehr…
Wir bieten einen Qualitätskontrollservice für Teile/Produkte, die von Ihnen hergestellt und zur Montage oder direkten Verwendung in die Türkei exportiert werden, sowie für Produkte, die aus der Türkei in die ganze Welt geliefert werden.
Nous contrôlons les pièces selon vos listes de contrôle avant expédition.
-Contrôles dimensionnels
-Contrôles visuels
-Contrôles d’emballage
-Vérification des caractéristiques critiques du produit
-et beaucoup plus…
Nous offrons un service de contrôle de qualité pour les pièces/produits fabriqués par vous et exportés vers la Turquie pour assemblage ou utilisation directe, ainsi que pour les produits fournis de Turquie vers le monde entier.
ENG: Sourcing, Sand Casting, Machining, Molding, Sheet Metal, Quality Control, Inspection, Investment Casting, Die Casting, Welding, Laser Cutting, Sorting and Rework, Forging, Heat Treatment, Plating, Coating, Injection Molding, Blow Molding, Consulting, Metallurgical Engineering, Quality Engineering, Export, Extrusion, Powder Metallurgy, Supplier Audit, Supplier Selection, Container Loading and Unloading Inspection, HVAC, Lost wax casting, and Consultancy in Turkey
FR: Approvisionnement, Moulage au sable, Usinage, Moulage, Tôlerie, Contrôle de la qualité, Inspection, Moulage de précision, Moulage sous pression, Soudage, Découpe laser, Triage et reprise, Forgeage, Traitement thermique, Placage, Revêtement, Moulage par injection, Moulage par soufflage, Consultation, Métallurgie Ingénierie, ingénierie de la qualité, exportation, extrusion, métallurgie des poudres, audit des fournisseurs, sélection des fournisseurs, inspection du chargement et du déchargement des conteneurs, CVC, fonte à la cire perdue et conseil en Turquie
DE:Beschaffung, Sandguss, Bearbeitung, Formen, Blech, Qualitätskontrolle, Inspektion, Feinguss, Druckguss, Schweißen, Laserschneiden, Sortieren und Nacharbeiten, Schmieden, Wärmebehandlung, Plattieren, Beschichten, Spritzgießen, Blasformen, Beratung, Metallurgie Engineering, Quality Engineering, Export, Extrusion, Pulvermetallurgie, Lieferantenaudit, Lieferantenauswahl, Inspektion beim Be- und Entladen von Containern, HVAC, Wachsausschmelzverfahren und Beratung in der Türkei
ES:Abastecimiento, Fundición en arena, Mecanizado, Moldeado, Chapa metálica, Control de calidad, Inspección, Fundición de inversión, Fundición a presión, Soldadura, Corte por láser, Clasificación y reproceso, Forja, Tratamiento térmico, Enchapado, Recubrimiento, Moldeo por inyección, Moldeo por soplado, Consultoría, Metalúrgico Ingeniería, Ingeniería de Calidad, Exportación, Extrusión, Pulvimetalurgia, Auditoría de Proveedores, Selección de Proveedores, Inspección de Carga y Descarga de Contenedores, Climatización, Fundición a la cera perdida y Consultoría en Turquía
NLD:Sourcing, zandgieten, verspanen, gieten, plaatwerk, kwaliteitscontrole, inspectie, investeringsgietwerk, spuitgieten, lassen, lasersnijden, sorteren en nabewerken, smeden, warmtebehandeling, plateren, coaten, spuitgieten, blaasgieten, advies, metallurgisch Engineering, kwaliteitstechniek, export, extrusie, poedermetallurgie, leveranciersaudit, leveranciersselectie, inspectie van het laden en lossen van containers, HVAC, verloren wasgieten en advies in Turkije
IT:Approvvigionamento, colata in sabbia, lavorazione meccanica, stampaggio, lamiera, controllo qualità, ispezione, microfusione, pressofusione, saldatura, taglio laser, cernita e rilavorazione, forgiatura, trattamento termico, placcatura, rivestimento, stampaggio ad iniezione, soffiaggio, consulenza, metallurgica Ingegneria, ingegneria della qualità, esportazione, estrusione, metallurgia delle polveri, audit dei fornitori, selezione dei fornitori, ispezione di carico e scarico di container, HVAC, fusione a cera persa e consulenza in Turchia
This is a metal casting procedure that produces a disposable wax model from an injection molding type of tool. It is also known as the lost wax process. To create a multilayer mold, the wax figure is continuously dipped into liquid ceramic slurry. The disposable wax is burnt off when the ceramic has cured, and metal is poured into the hollow chamber. This method, when paired with nickel-based super alloys, creates the most crucial, precise components for top jet engines, medical equipment, and so on.
Most common metals, such as aluminum, bronze, magnesium, carbon steel, and stainless steel, can be used. Turbine blades, medical equipment, weapon components, gears, jewels, golf club heads, and many more machine components with complicated geometry are all made via investment casting.
Investment relates to the ceramic slurry application method. There are two basic methods for enclosing wax designs in high temperature ceramics, which eventually become molds to contain molten metal. Other methods include putting ceramic slurry around a wax tree assembly within a container, then dipping the wax into the slurry to apply the slurry in layers. When any object is dipped into a liquid and the liquid remains on the surface, this is referred to as investing.
The investment casting technique has several distinct advantages, including:
Design Freedom,
Machining cost savings,
Fabrication has been reduced,
Excellent Mechanical Properties,
Aesthetic Excellence,
Reproducibility,
Investment casting may achieve extraordinarily precise dimensional tolerances across a wide range of alloys. A linear tolerance of +/-.005 inch/inch is normal for investment casting, depending on the size and complexity of the item. In general, the tighter the dimensional tolerance that can be maintained, the smaller the part.
Typically, a split negative-cavity metal die is created from which wax models are created. Depending on the intricacy of the casting cavity, ceramic inserts and soluble wax cores are also employed to obtain the appropriate internal component design. Tooling life is typically 50,000-60,000 pieces, although for larger volume operations, this life can be significantly enhanced by using steel inserts in the aluminum die.
It is far less expensive than plastic injection molding tooling, and continuous advancements in CAD/CAM and machining technology have further lowered the previous high cost of investment casting tools. Furthermore, the incorporation of computer-driven technology has greatly decreased the amount of labor necessary in tool design and manufacture.
2D technical drawing
3D model data
Casting material / alloy information
Yearly demand quantity and delivery lot-size
Specific quality requirements / standards
Anchor Anti-Rotation Carriage Clevis Closet Countersunk Custom Elevator Eye Bent Hook Bent J Bent Lag Shoulder Special T-Handle T-Head or T-Slot Toggle U Bent
American Corps of Mechanical Engineering (ACME) Drive Screws Drywall Machine Particle Board Self-Drilling Self-Drilling Drive Screws Tri-lobular Type 17 Type 23 Type 25 Type A Type AB Type B Type F Unified Coarse (UNC) Unified Fine (UNF)
Black Oxide Everlube Exotic Finishes Mechanical Zinc Organic Powder Metal Restriction of Hazardous Substances (RoHS) Compliant Tin Plating Zinc Zinc Iron Zinc Nickel Zinc Phosphate