

Modulus Metal verfügt über eine ISO / IATF-zertifizierte Lieferantenbasis für Feinguss und unsere Partnerlieferanten verfügen über langjährige Erfahrung in der Herstellung von Automobil-, Luft- und Raumfahrt-, landwirtschaftlichen, biomedizinischen und industriellen Maschinen.
Produktionskapazität: 1 g bis 50 kg / Stück
Menge: Mittlere bis große Produktionsmengen
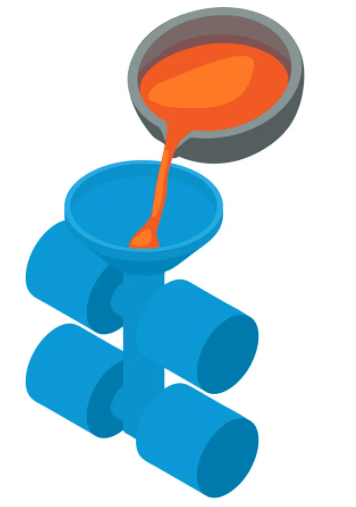
Die Methode
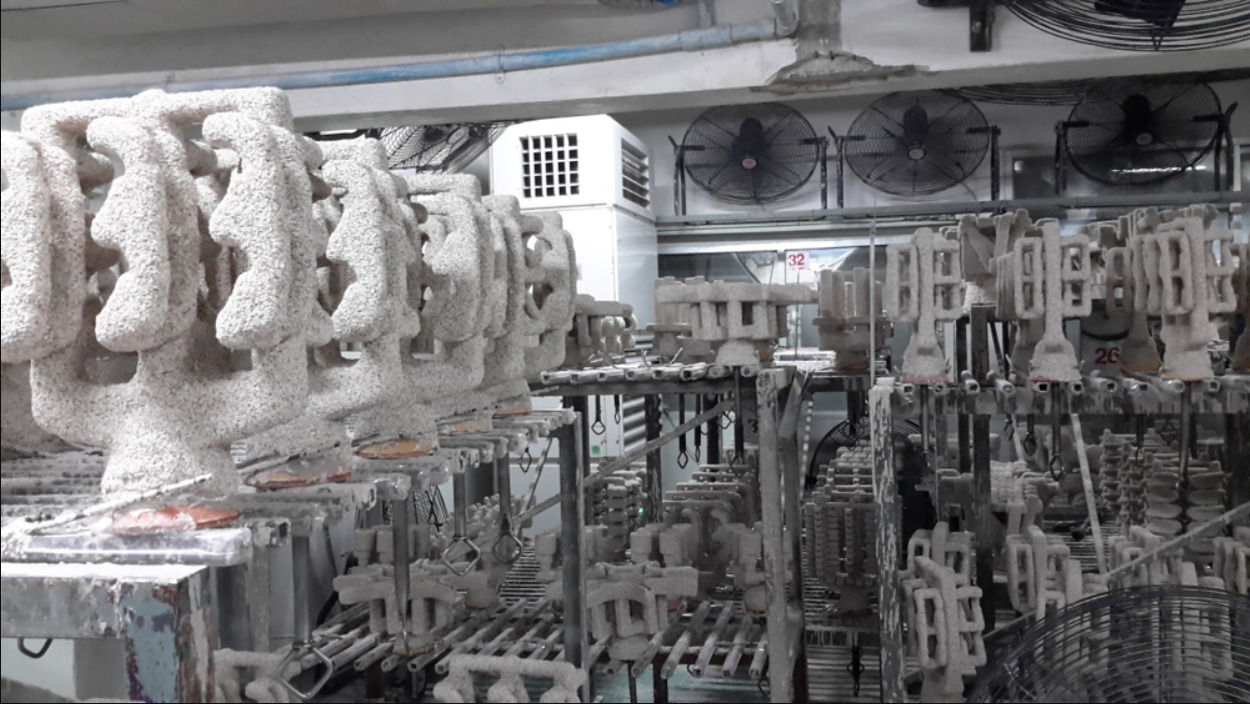
Wachsmodelle werden im FEINGUSS hergestellt und dann auf einem Baum mit Fütterungs- und Gattersystemen aufgebaut. Das Wachsmodell wird in feuerfeste Aufschlämmung getaucht, dann mit feuerfestem Stuck bedeckt und viele Stunden trocknen gelassen. Dies ist die Erstbeschichtung. Das Verfahren wird mehrmals durchgeführt, normalerweise bis 8 Schichten aus feuerfestem Material erhalten werden. Hier ist die keramische Einbettmasse abgebildet. Das Wachs wird dann ausgeschmolzen und die Keramikschale gebacken, bevor das geschmolzene Metall hineingegossen wird. Wenn es sich um komplizierte, dünne Teile handelt, können Luftdruck, Vakuum oder Zentrifugaldruck verwendet werden, um ein vollständiges Füllen der Form sicherzustellen. Um die Gussteile zu entfernen, wird die Form aufgebrochen. Die meisten Metalle mit Schmelztemperaturen unter 2500 K (2227 °C) können mit diesem Verfahren verarbeitet werden. Da das Wachsmuster ausgeschmolzen wird, können Strukturen mit Rundungen, Hinterschneidungen, Vorsprüngen, Vertiefungen usw. ziemlich kompliziert sein. Das Wachsausschmelzverfahren ist ein anderer Name dafür.
Verfahrensmerkmale : Urformverfahren , Diskret


Designrichtlinien
Komplexe Formen mit Rundungen, Hinterschnitten, Vorsprüngen, Aussparungen usw. Ideal für kompakte dreidimensionale Formen.











Technische Information
Durch Wärmeübertragung aus dem Gussteil begrenzte Zykluszeit. Die Verwendung mehrerer Formen steigerte die Produktionsrate. Das Verfahren bietet eine große Detailreplikation.
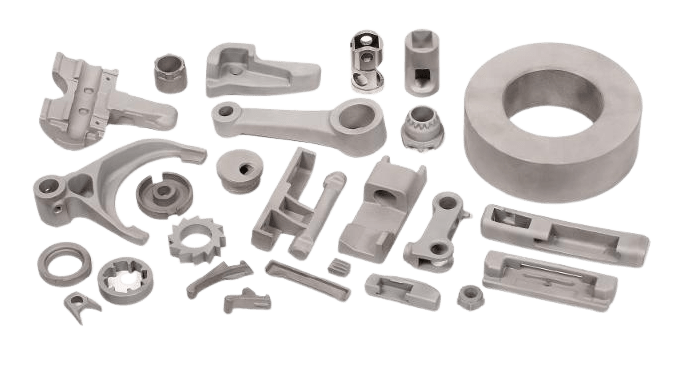
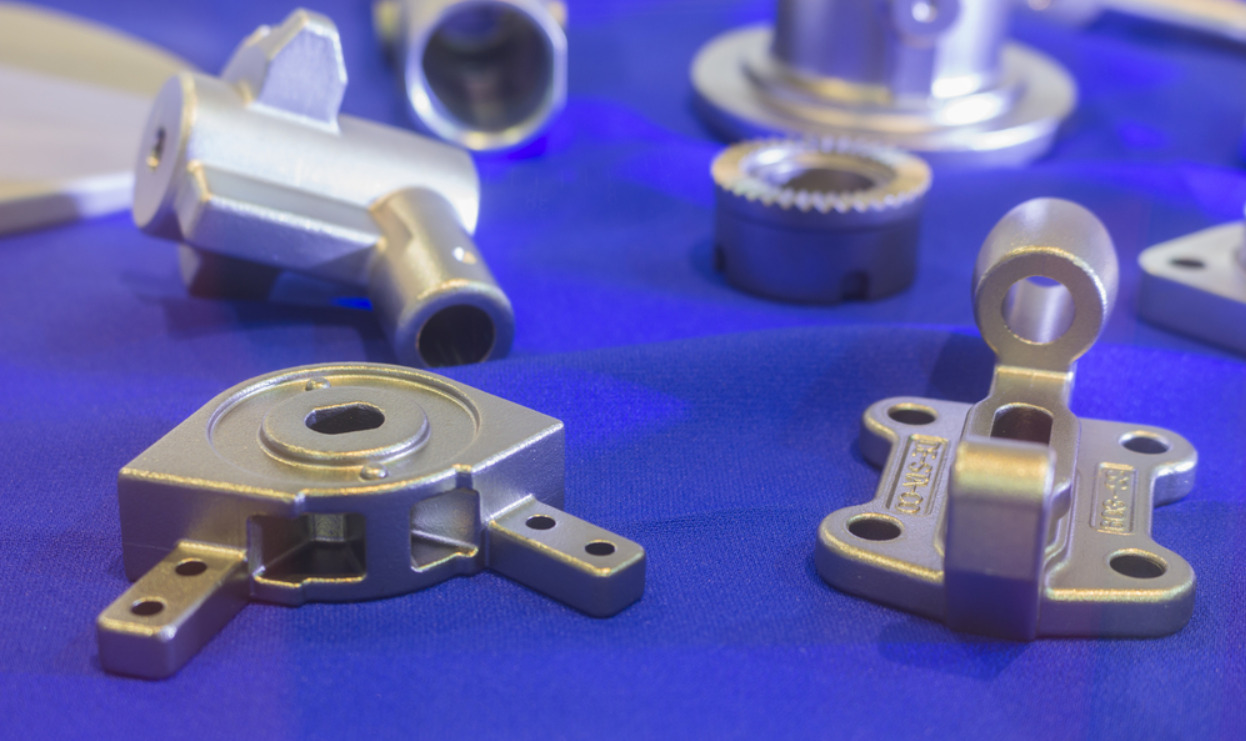
Typische Verwendungen
Kleine komplexe Automobil- und Industrieteile, Schmuck, Zahnimplantate, Statuen, Metallskulpturen und dekorative Objekte sind gängige Anwendungen.


Andere Arten von Feinguss Modul Metall dient:
CLA / CLV, Replikat, Vakuum-Feinguss
Standardreferenzen: